
Особенности электроннолучевого рафинирования порошковых брикетов

Особенности электроннолучевого рафинирования порошковых брикетов
Как уже указывалось, в отличие от существующего производства штабиков по предложенному методу перед электроннолучевой плавкой порошковую шихту, смешанную с отходами, подвергают низкотемпературному спеканию для агломерирования и дегазации. Полученные таким образом брикеты затем направляют на жидкофазное рафинирование в электроннолучевых печах для более глубокой очистки от примесей. Учитывая, что плотность агломерированных брикетов значительно меньше плотности обычных металлургических компактных штабиков, подвергнутых двойному (низкотемпературному и высокотемпературному) спеканию представляют определенный интерес сравнительные исследования энергетических особенностей процесса электроннолучевой плавки указанных материалов.
Были проведены опытные плавки [46, с. 253] брикетов и компактных штабиков вольфрама и молибдена в электроннолучевой печи ЕМО-200 (одинарный переплав и затвердевание в кристаллизаторе) диаметром 60 мм. Жидкофазное рафинирование осуществляли путем выдержки расплавленного металла в вакууме 6,65—6,65 мПа до прекращения кипения ванны.
В результате проведенных исследований установлено, что при плавлении вольфрамовых пористых брикетов необходимая мощность электронного пучка составляла 80—90 кВт, для плавления электрода, собранного из штабиков, требовалась мощность 95—ПО кВт, что на 30% меньше мощности, необходимой для плавки компактных промышленных штабиков. В обоих случаях плавка пористых брикетов проходила более интенсивно, чем электрода, собранного из штабиков. Было обнаружено также, что при плавке компактных штабиков поверхность излучения электрода оказывается почти вдвое больше, чем при плавке брикетов. Это указывает на более полное использование подводимого тепла и меньшие потери на излучение в случае плавки брикетированных пористых материалов, а также на меньшие потери путем теплоотвода через расходуемый электрод.
Отмеченный выше эффект более интенсивного плавления брикетов при меньшей потребляемой энергии может быть объяснен, с одной стороны, большой концентрацией энергии на малом проплавляемом участке, а с другой, плохой теплопроводностью пористого брикета по сравнению с теплопроводностью компактных штабиков.
Для подтверждения сказанного был проведен замер температур в различных точках брикетов и штабиков,переплавленных в электроннолучевой печи при мощности 170 кВт со скоростью 12 кг/ч. Определение температуры в различных точках электрода производили по оплавлению контрольных проволок металлов с известными температурами плавления, заложенных в электроды, собранные из штабиков и брикетов. Изменение температуры по длине электрода из штабиков и брикетов в процессе плавки показано на рис. 34.
Из приведенных данных следует, что при одних и тех же условиях плавки элект-род из штабиков на расстоянии от оплавленного конца 60 мм прогревается до температуры 3500° С, тогда как электрод из пористых брикетов на эту же температуру нагревается только на расстоянии 30 мм от оплавленного конца.
Таблица 10
Содержание примесей внедрения в слитках вольфрама и молибдена электроннолучевой плавки, выплавленных из брикетов и промышленных штабиков, % (по массе) [48]
|
Исходная заготовка |
Кислород |
Азот |
Водород |
Углерод |
|
Молибденовые: брикет …. |
0,0015 |
0,001 |
0,0001 |
0,005 |
|
штабик …. |
0,0025 |
0,005 |
0,0005 |
0,01 |
|
Вольфрамовые: брикет …. |
0,002 |
0,0005 |
0,0005 |
0,006 |
|
штабик …. |
0,002 |
0,0005 |
0,0005 |
0,010 |
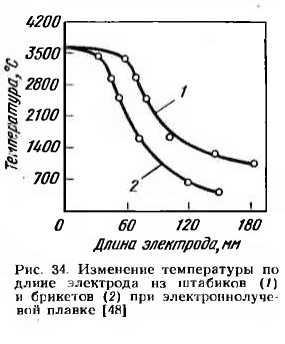
На расстоянии 140 мм от оплавленного конца температура нагрева электродов из штабиков и брикетов достигает соответственно 1400 и 300° С.
Более эффективное использование мощности при плавке брикетов позволяет на электроннолучевых печах меньшей мощности выплавлять слитки тугоплавких металлов большего диаметра и получать металлы более высокой степени чистоты. Слитки, полученные электроннолучевой плавкой брикетов молибдена и вольфрама, превосходят по чистоте выплавленные из спеченных штабиков (табл. 11).