
Конвейерные печи для закалки и отпуска рессорных листов

Конвейерные печи для закалки и отпуска рессорных листов
Для нагрева под закалку рессорных листов используют конвейерные печи и печи с шагающим подом. Конвейерные печи могут работать на мазуте, газе и электроэнергии. Рабочая температура в печи для нагрева под закалку листов рессор из кремнистой стали должна быть высокой (900° С). Применение в мазутной печи нижних топок (под подом) невозможно в результате трудностей, связанных с размещением обратной ветви конвейера, и низкой его стойкости под действием высоких температур. Поэтому форсунки размещают в верхней части печи, а для того чтобы листы не подвергались непосредственно действию пламени, в печах делают выносные топки или второй решетчатый свод из шамотного кирпича, над которым расположены форсунки. Таким образом, сгорание топлива происходит в отдельной выносной камере или над решетчатым сводом. В последнем случае нагрев листов получается более равномерным, так как передача тепла происходит не только в результате действия топочных газов, но и вследствие теплоизлучения этого свода.
Закалочная печь для рессорных листов, работающая на мазуте, имеет длину Пли ширину 2,9 м; площадь пода печи 9,1 X X 18 мм. Конвейер печи состоит из пяти замкнутых цепей из жаропрочной стали Х15Н60, натянутых на десяти звездочках, пять из которых расположены на загрузочной стороне рабочего пространства печи 4,14×0,6 мм, охладительной камеры 6,0 X 0,6 лш2. Печь и камера имеют отдельные конвейеры с общим приводным механизмом. В качестве нагревателей в печи применяют хромалевую ленту (сплав ОХ23Ю5) сечением 3X2,5 X X 2,5 мм. Установленная мощность печи 87 кет. Охлаждение деталей происходит в охладительной камере, имеющей водяную рубашку, В качестве контролируемой атмосферы в печи используют генераторный газ, продукты частичного сжигания газов или газ, получаемый диссоциацией аммиака с последующей его осушкой или частичным сжиганием.
Во избежание засоса наружного воздуха необходимо, чтобы в печи было положительное давление. Понижение уровня окон загрузки и разгрузки печи создает естественный воздушный затвор и предохраняет от засоса наружного воздуха. В рабочем пространстве печи может быть размещено до 500 кг металла и в охладительной камере — до 750 кг. Производительность установки 180—230 кг/ч.
ВНИИЭТО разработал типаж конвейерных электропечей с камерой охлаждения и защитной атмосферой. Эти печи имеют индекс конвейерных печей СК.З с буквой X и цифрой в конце, указывающими на наличие охлаждающей камеры и ее длину в дм. Предельная температура в печах 1150° С.
У разгрузочного конца печи звездочки являются ведущими. Эти звездочки так же, как и вал, на котором они укреплены, находятся в печи и изготовляются из жаропрочной стали. Пустотелый вал охлаждается водой. Вал приводится во вращение через ряд передач от электродвигателя. Скорость вращения ведущих звездочек можно изменять, а вместе с ней будет изменяться скорость движения конвейера и время пребывания рессорных листов в печи. Это достигается установкой в печи механизма для изменения скоростей, называемого вариатором. При наличии вариатора продолжительность пребывания рессорных листов в печи может колебаться в пределах от 10 до 25 мин. С другой стороны печи, у ее загрузочного конца, устанавливаются ведомые звездочки, которые насажены на барабан, находящийся вне печи. Барабан со звездочками для улучшения натяга цепей (чтобы не было их провисания) может передвигаться по направляющим с помощью противовеса. Рессорные листы загружают в печь плашмя. Производительность печи 1,5—2,0 т/ч, а расход мазута 80 кг/ч. Такого же типа применяются печи, работающие и на газообразном топливе.
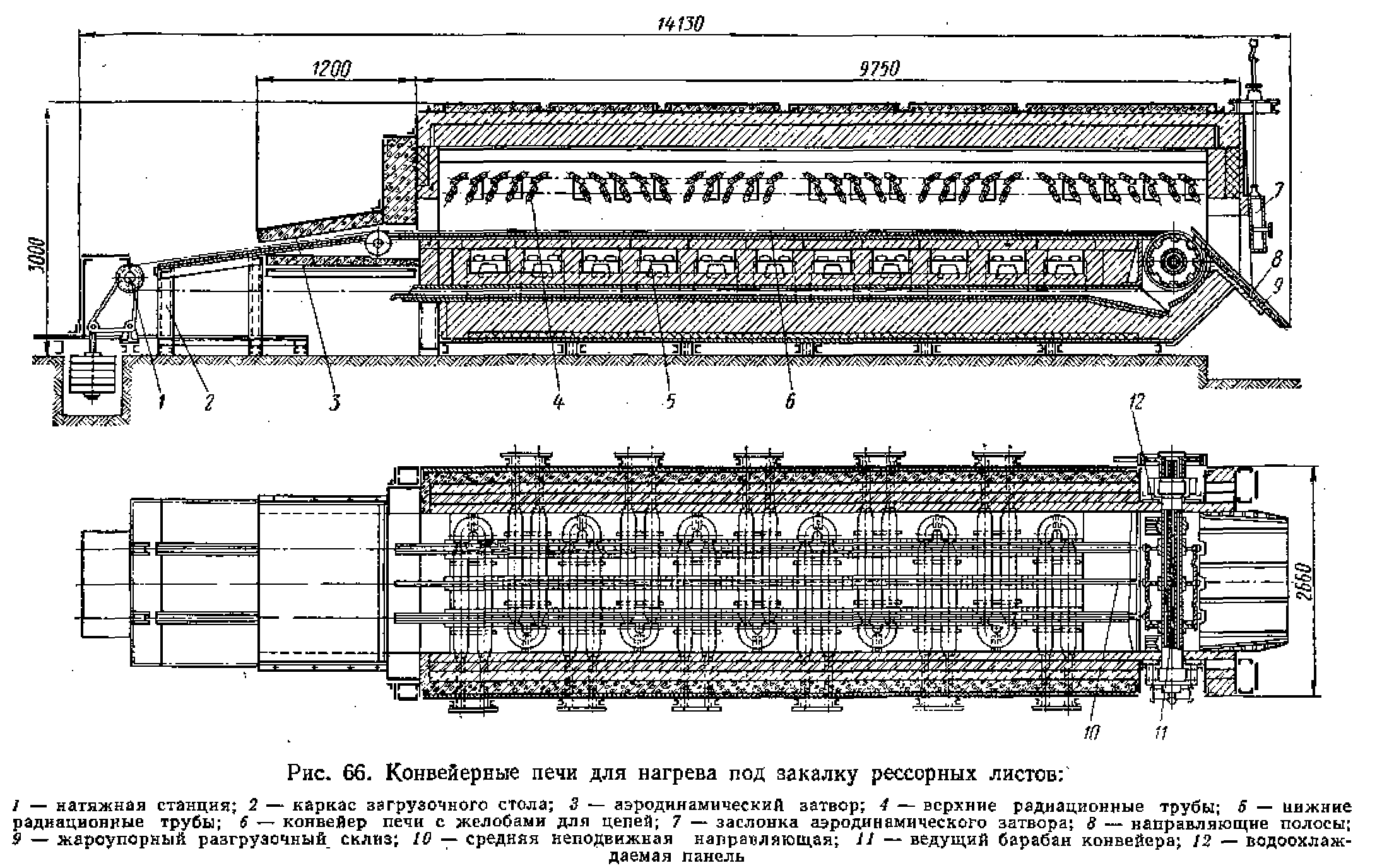
Для нагрева рессорных листов под закалку применяют газовые печи с радиационными (излучающими) трубами (рис. 66). Эти печи обеспечивают равномерный нагрев и уменьшают обезуглероживание на листах рессор в результате применения в печи контролируемых атмосфер. Радиационные трубы (44 шт.) устанавливают в верхней части рабочего пространства и под подом печи. Трубы изготовляют из стали Х18Н25С2. С одного конца трубы устанавливают горелку, а с другого — эжектор, к которому подается воздух низкого давления для создания разрежения в трубе и удаления продуктов горения. Для изготовления цепей конвейера печи используют сплав Х15Н60. Пустотелый вал у разгрузочного конца печи охлаждается водой. Для удержания газа контролируемой атмосферы в печи предусмотрены аэродинамические затворы, которые получаются в результате понижения уровней загрузки и выгрузки листов. Недостатком закалочных рессорных печей являются частые разрывы конвейерных цепей. В этом случае печь приходится временно останавливать для замены отдельных звеньев цепи. Заменять разорвавшуюся цепь полностью не рекомендуется, так как при эксплуатации ее натяг отличается от натяга остальных цепей. Поэтому к литым деталям конвейерных цепей предъявляют жесткие требования (не допускаются раковины, пористость и другие дефекты, понижающие прочность цепи).
Разработаны конструкции газовых печей с нагревом рессорных полос целиком, затем пробивка отверстий и резка на листы. Загрузка и выгрузка ведется через окна сбоку печи. Такая же печь используется для нагрева листов под гибку и закалку. (-“Конвейерная печь для отпуска рессорных листов может иметь нижнее расположение форсунок или горелок.