
Электрические конвейерные закалочные и отпускные печи

Электрические конвейерные закалочные и отпускные печи
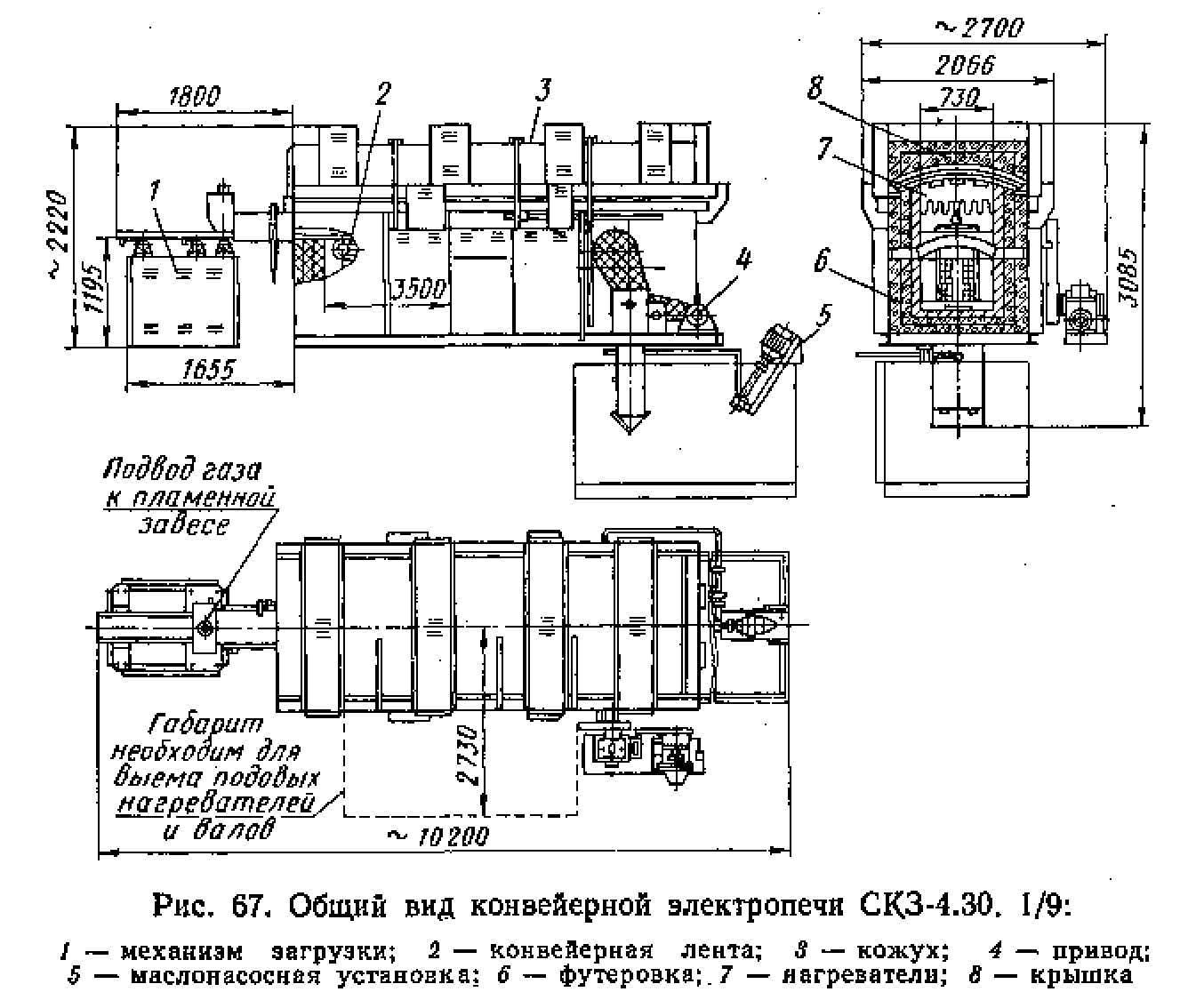
Конвейерные электропечи с температурой нагрева до 900° С предназначены для нагрева деталей под закалку в контролируемой защитной атмосфере эндогаза. Расход газа от 5 до 50 м3!ч в зависимости от размеров печи. Эти печи имеют индекс СКЗ. Серия печей СКЗ состоит из семи типов, отличающихся размерами рабочего пространства и производительностью. В обозначение печей входят цифры, показывающие в числителе ширину, длину печей по конвейерной ленте и высоту в дм, а в знаменателе—максимальную температуру в сотнях градусов, например СКЗ-2.20.1/9, СКЗ-4.30.1/9 и т. д. Обозначение печей для высокого отпуска такое же, как и закалочных печей, но последняя цифра 9 заменена на цифру 7, указывающую на максимальную температуру 700° С, например, СКЗ-4.20.1/7, СКЗ-6.30.1/7 и т. п. В печах для низкого отпуска СКО атмосфера окислительная. Максимальная температура таких печей 350° С. Общий вид закалочной печи СКЗ-4.30.1/9 показан на рис. 67. Футеровка выполнена из стандартных огнеупорных и теплоизоляционных материалов и заключена в сварной каркас из листовой и профильной стали.
Рабочая камера герметична; со стороны загрузки она снабжена форкамерой со шторками. Детали подаются в рабочую камеру печи вибрационным загрузчиком и далее продвигаются через печь на конвейерной ленте. В конце пути детали попадают в разгрузочный наклонный лоток, который утоплен в закалочную жидкость бака. Таким образом детали закаливаются без выноса на воздух. Ведущий зубчатый барабан конвейера расположен на разгрузочной стороне, а ведомый — со стороны загрузки. Для подтягивания конвейерной ленты служит натяжное устройство по ведомому валу. Конвейерная лента печи собрана из литых жаропрочных звеньев. Конвейер приводится в действие отТдви-гателя постоянного тока, что позволяет плавно регулировать скорость. В печах имеются три тепловые зоны длиной 1—1,5 лк Электроэнергию печи получают от трехфазной или однофазной сети напряжением в 380 в через печные понизительные трансформаторы, Нагреватели изготовлены из нихромовой зигзагообразной проволоки и расположены на поду, своде, на торцовой стенке со стороны разгрузки и на боковых стенках — со стороны загрузки.
Электрические конвейерные печи для высокого отпуска имеют конструкцию, аналогичную закалочным печам. Они также имеют индекс СКЗ, но их максимальная температура 700° С. В отличие от закалочных печей в электрических печах для высокого отпуска в качестве контролируемой атмосферы применяется не эндогаз, а экзотермический газ. На своде, кроме того, установлены вентиляторы по одному в каждой тепловой зоне. Вентиляторы служат для циркуляции атмосферы в рабочем пространстве. Контролируемая экзотермическая атмосфера получается от газоприготовительной установки ЭК-60 (ОКБ-1039) производительностью 60 мЧч. Типаж электрических конвейерных печей для высокого отпуска соответствует типажу закалочных печей.
Существуют модификации электрических конвейерных печей для низкого отпуска (рис. 68). Эти печи обозначаются индексом СКО и предназначены для нагрева деталей в воздушной среде до 350° С с последующим охлаждением. Поэтому электропечи состоят из камеры нагрева и камеры охлаждения. Камера нагрева футерована огнеупорными и теплоизоляционными материалами, а камера охлаждения футеровки не имеет. Камера нагрева разделена на тепловые зоны длиною 1,5—2 ж, в которых температура регулируется автоматически. Оконные проемы камеры нагрева закрываются зафутерованными дверцами. Со стороны разгрузки проем закрыт асбестовыми шторками. Нагрев печи осуществляется проволочными спиральными нагревателями из сплава марки Х13Ю4, которые расположены на керамических трубках по боковым стенкам печей. Для ускорения нагрева деталей и равномерного распределения теплового потока в печах используется принудительная циркуляция воздуха. Вентиляторы расположены на сводовых крышках печи. Потоки воздуха имеют определенное направление в результате установки направляющих на сводовых крышках, боковых стенках и поду печи.

Конвейер печи натянут также на два барабана: ведущий на разгрузочной стороне и ведомый — на стороне загрузки. Ведущий барабан приводится в действие двигателем постоянного тока. Конвейерная лента опирается на неприводные ролики. Печи получают электроэнергию от сети 380 в. Печь СКО-12.55.4/3 имеет производительность 300—480 кг/ч.
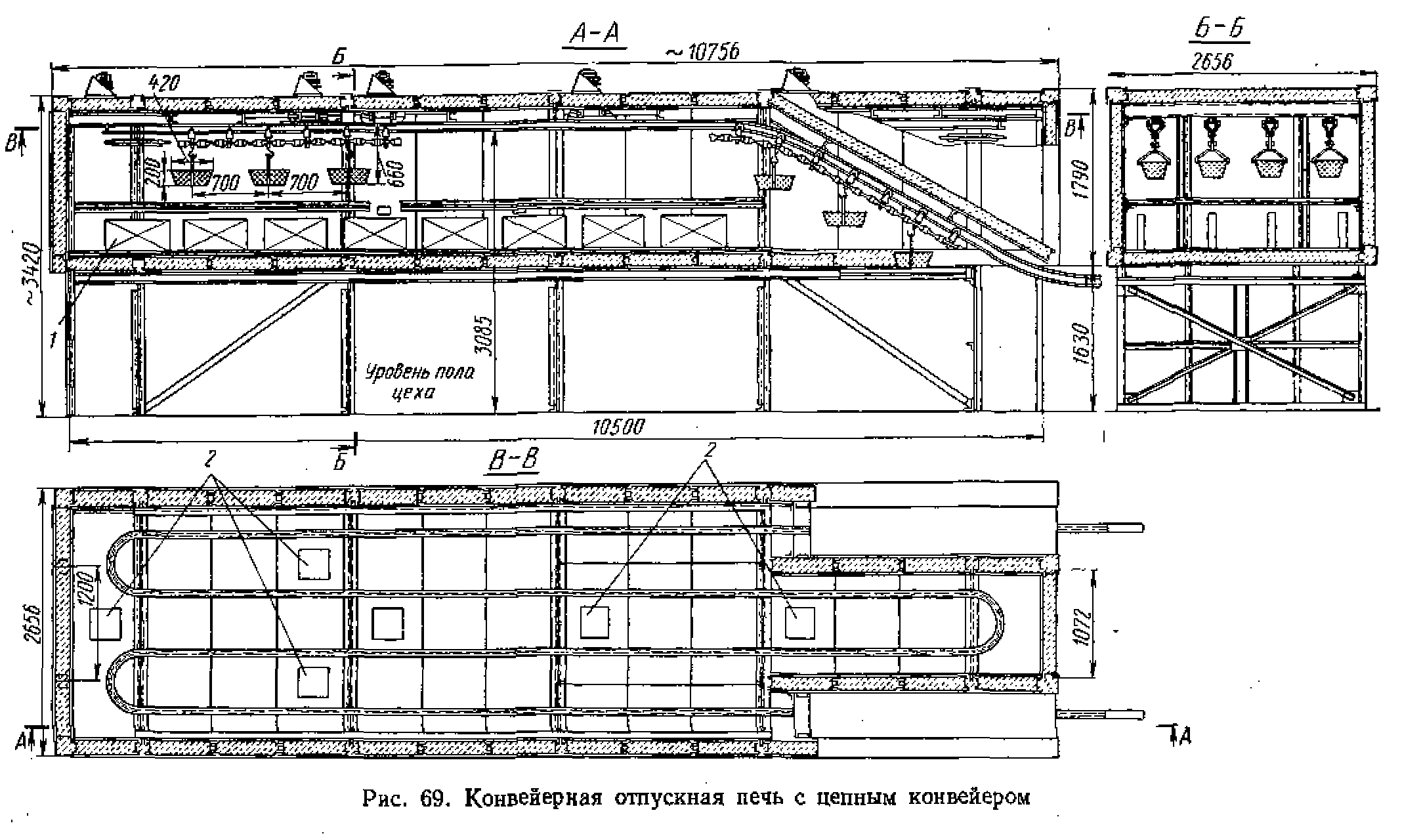
Печь для низкого отпуска с цепным подвесным конвейером, показанная на рис. 69, применяется в массовом производстве для отпуска цементованных деталей — зубчатых колес, валиков, втулок муфт и др. Печь имеет металлический прямоугольный каркас длиной 8*—12 м, шириной 2,5—2,7 м и высотой 1,8—2 м. Стенки, свод и под печи состоят из железных плоских коробок толщиной 120—140 лш, заложенных изоляционной массой. Печь устанавливают на высоте 1,6—2,0 м от пола цеха на металлической конструкции. Через печь проходит подвесной цепной конвейер, который делает в печи три поворота. Нагревательные элементы / располагаются в нижней части печи; сверху через свод в рабочее пространство печи введены шесть крыльчаток вентиляторов 2, создающие в нем циркуляцию горячего воздуха. Мощность печей этого типа 80—150 кет. Отпуск деталей производится в сетчатых корзинах размером 430x250x125 мм. Вес деталей в корзине примерно 15—25 кг. Корзины с деталями подвешивают на крюках в цепи конвейера, и в таком положении они проходят через отпускную печь в течение 60—90 мин. Температура в печи устанавливается 160—200° С. Время пребывания деталей в печи можно изменять путем регулирования скорости движения конвейера в пределах от 200 до 1020 мм/мин. Производительность печи от 700 (при длине печи 8 л) до 1800 кг/ч (при длине печи 12 м). Эти печи могут быть встроены в грузовой поток деталей, проходящих термическую обработку, а их высокая производительность позволяет обслужить несколько цементационных толкательных печей.