Агрегаты для термической и химико-термической обработки деталей

Агрегаты для термической и химико-термической обработки деталей
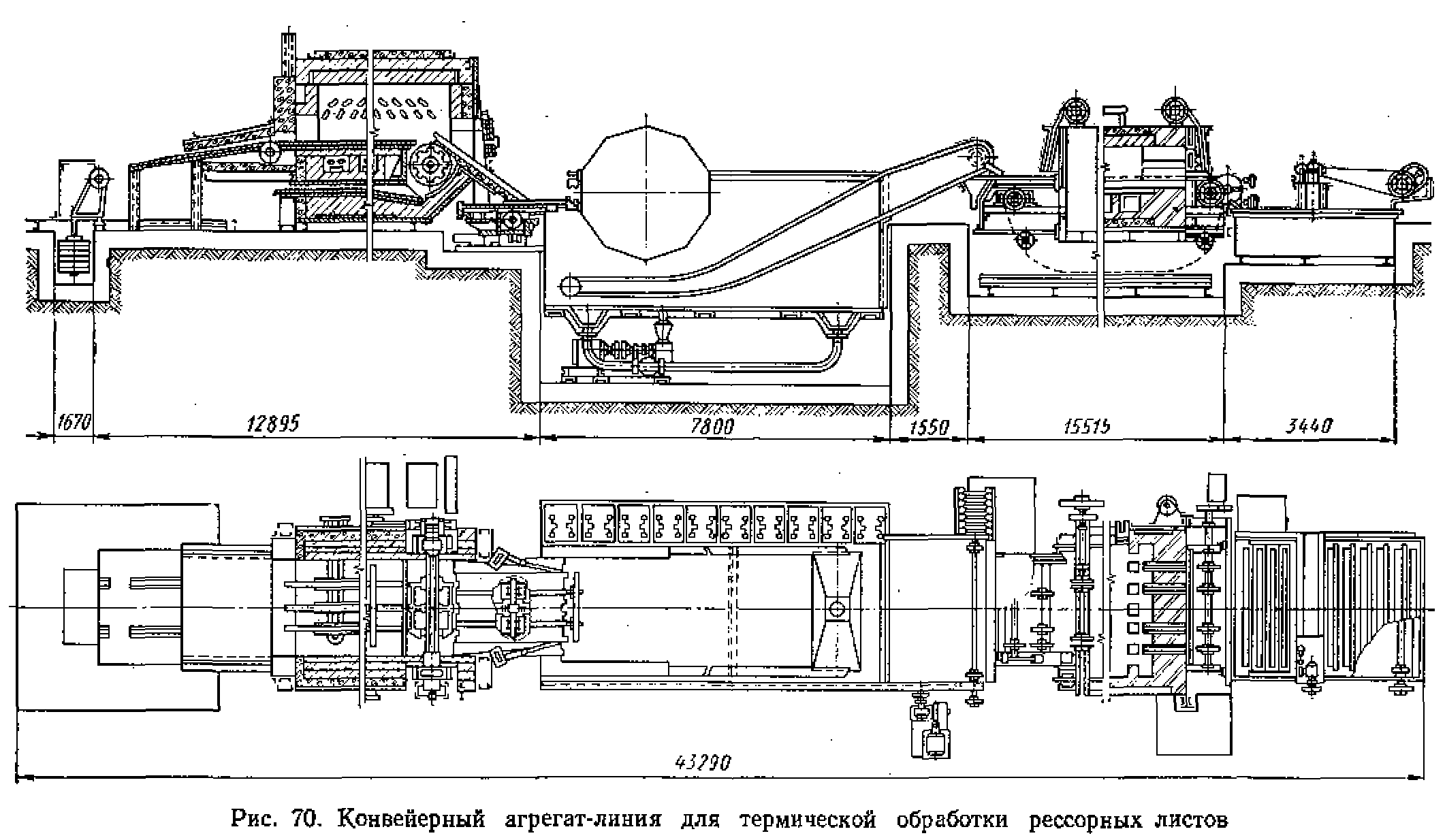
В современных термических цехах массового или крупносерийного производства несколько видов оборудования (печи, закалочные баки, моечные машины и др.), связанных общим производственным циклом, устанавливаются один за другим в порядке последовательности операций и составляют таким образом агрегат для термической обработки. Очень часто агрегат представляет собой установку из закалочной печи толкательного или конвейерного типа, конвейерного закалочного бака и отпускной печи с толкателем или с конвейером. Обычно такие агрегаты устанавливают в одну линию. Например, агрегат для обработки рессорных листов (рис. 70) состоит из закалочной печи, машины для гибки и закалки листов, закалочного конвейерного бака, отпускной печи и охладительного конвейерного бака. Этот агрегат также устанавливают в одну линию длиной около 44 м. Агрегат обслуживается бригадой из пяти рабочих. Для линии термической обработки рессор разработан новый процесс: нагретые листы с конвейера закалочной печи попадают на склиз и затем в приспособление, которое передает их для закалки в штампы десятигранной гибочно-закалочной машины. После закалки листы вынимают из штампов и магнитным краном устанавливают на ребро на конвейер отпускной печи. Конвейерный закалочный бак в этом случае не требуется. Иногда в агрегатах для обработки рессор используют печи с шагающим подом.
Другой агрегат для термической обработки с проходными электропечами Гипроавтопрома показан на рис. 71. Этот агрегат предназначен для нагрева в горизонтальном положении крупных длинных деталей, передвижение которых производится на башмаках. Агрегат состоит из закалочной печи, механизированного закалочного бака, моечной машины, отпускной печи и механизированного охладительного бака; возврат башмаков к загрузочной части закалочной печи производится при помощи автоматического устройства. Толкание башмаков с деталями через печи, выгрузка из печей, передача их между печами производится с помощью гидравлических толкателей, вытаскивателей и пере-таскивателя. Для этого агрегат снабжен гидравлической насосной установкой и стендом гидравлических клапанов с электромагнитными приводами. У загрузочного конца агрегата расположены щиты теплового контроля и автоматическое управление механизмами агрегата. Длина такого агрегата 27 м.