
Вакуумные печи-ванны

Вакуумные печи-ванны
Печи-ванны применяют в термических цехах для нагрева деталей при закалке, отпуске, нормализации, для химико-термической обработки — цианирования, жидкостной цементации, для старения, а также для охлаждения деталей при изотермической и ступенчатой закалке. В печах-ваннах детали нагревают в различных жидких средах в зависимости от того, для какой термической операции производится нагрев и, следовательно, до какой температуры необходимо нагреть детали. В качестве сред для нагрева применяют расплавленные металлы (свинец, сплавы свинца и силумин), расплавленные соли, щелочи, масла. Используемые в качестве нагревательной среды свинец и его сплавы можно заменять смесью солей и расплавленным силумином. Вместо свинца в качестве среды для нагрева хвостовиков инструментов и деталей Всесоюзным научно-исследовательским институтом инструментальной промышленности был предложен силумин — сплав алюминия с кремнием (10—12%) и железом (7—8%). Температура плавления силумина 575° С, температура применения 650—800° С. Скорость нагрева в расплавленном силумине не отличается от скорости нагрева в свинце. Нагрев деталей в силуминовой ванне можно рассчитать исходя из нормы 4—5 сек на 1 мм толщины. При нагреве силумин может разъедать детали. Этот процесс можно предотвратить, если предварительно детали покрывать сухим мелом или меловой краской, составленной из одной части мела и одной части воды, причем тигель ванны и чехол термопары также должны быть защищены.
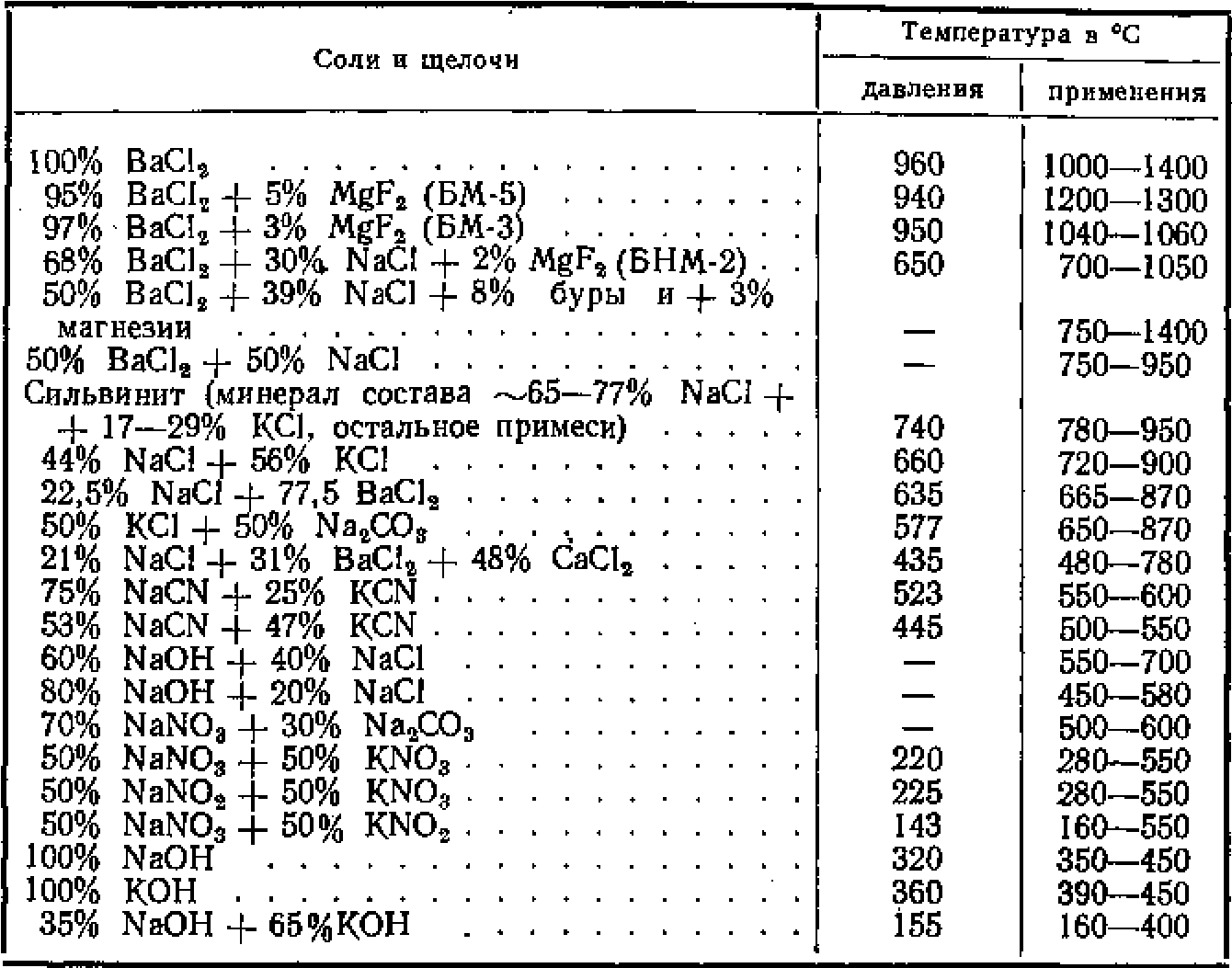
Существует много составов смесей солей. Наиболее часто употребляются хлористые, углекислые и азотнокислые соли щелочных и щелочноземельных металлов. Хлористые и углекислые соли применяют для нагрева при высоких температурах, от 700 до 1300° С, под закалку, отжиг, нормализацию и цианирование, и азотнокислые — для нагрева от 160 до 500° С [29].
Для цианирования и жидкостной цементации в качестве составляющей применяют хлористые и углекислые соли с добавлением цианистых солей. Примерные составы смесей солей, щелочей и их рабочие температуры приведены в табл. I. При нагреве в солях вследствие наличия в них растворенного кислорода и окислов возможно обезуглероживание деталей. Для борьбы сэтим явлением в ванны добавляют небольшое количество веществ, называемых ректификаторами. В качестве ректификаторов применяют буру или 75—85%-ный ферросилиций. Иногда также применяют в качестве добавки цианистые соли и карбид кремния (карборунд). Всесоюзным научно-исследовательским институтом инструментальной промышленности предложен ректификатор хлористого бария — фтористый магний.
Проверку ванны на ее обезуглероживающее действие можно сделать следующим методом. В ванне при 780° С в течение 3— 5 мин нагревают лезвие для бритья и затем закаливают его в воде. Лезвия толщиной 0,08—0,1 мм изготовляют из высокоуглеродистой стали. После нормальной закалки лезвие при изгибе должно сломаться, если же оно во время нагрева обезуглеродилось, то при изгибе будет гнуться.
Нагрев в жидких средах по сравнению с нагревом в печах имеет некоторые преимущества. К преимуществам относятся: более быстрый нагрев деталей в соляных ваннах и еще более быстрый в свинце; относительная однородность температуры всей среды; отсутствие окисления деталей при их нагреве в свинце или в солях; сохранение тонкой пленки застывшей соли на деталях при их переносе после нагрева в охлаждающую среду, в результате чего детали предохраняются от окисления на воздухе; возможность нагрева деталей в вертикальном положении на необходимую длину и таким образом производить местный нагрев деталей. Более быстрый нагрев в жидких ваннах происходит потому, что коэффициент теплопередачи в них намного больше, чем в печах.
К недостаткам нагрева в жидких ваннах относятся: малая стойкость тиглей ив связи с этим частые остановки ванн (это наиболее существенный недостаток печей-ванн); склонность к коррозии деталей после нагрева в некоторых солях при промедлении с очисткой от приставших частиц соли; прилипание свинца к деталям, нагреваемым в свинцовых ваннах; необходимость соблюдения осторожности при работе на ваннах (выплескивание расплавленного свинца или соли при попадании влагивванну); взрывоопасность некоторых солей (азотно- и азотистокислых) при перегреве и попадании в них цианистых соединений; обезуглероживание деталей в некоторых солях при работе без специальных добавок в ванну. Несмотря на перечисленные недостатки, которые нетрудно устранить, печи-ванны широко применяются в термических цехах.
Печи-ванны имеют различные конструкции. Существуют печи-ванны, обогреваемые мазутом, газом или электроэнергией. Реже используются в термических цехах мазутные печи-ванны. Наибольшее распространение имеют газовые и электрические печи-ванны.
Печь-ванна (рис. 26) состоит из металлического каркаса, внутр и которого укладывают слой изоляционного диатомитового кирпича 1. Камера горения 3 топлива выполнена из шамотного кирпича. Отверстия для форсунок, или горелок расположены в огнеупорной набивке 5. Над печью устанавливают колпак для отсоса паров. Особенностями этих ванн является тангенциальное расположение форсунок, или горелок 2 и отбор продуктов горения через дымоходный канал 4, в котором имеется отверстие 6 для стока свийца или соли в случае прогара тигля.

Бесперебойная работа ванн в значительной степени зависит от стойкости тиглей. Для повышения стойкости тиглей печей-ванн, работающих на мазуте или газе, их изготовляют со стенками большей толщины в нижней части, чем в верхней, так как снизу тигель подвергается непосредственному действию факела пламени. Тигли изготовляют штампованными или литыми. Материалом для штампованных тиглей служит малоуглеродистая сталь, а для литых — жароупорные стали и сплавы Х18Н9Т, Х18Н25С2, Х25Н20С2, Х15Н60 и др.
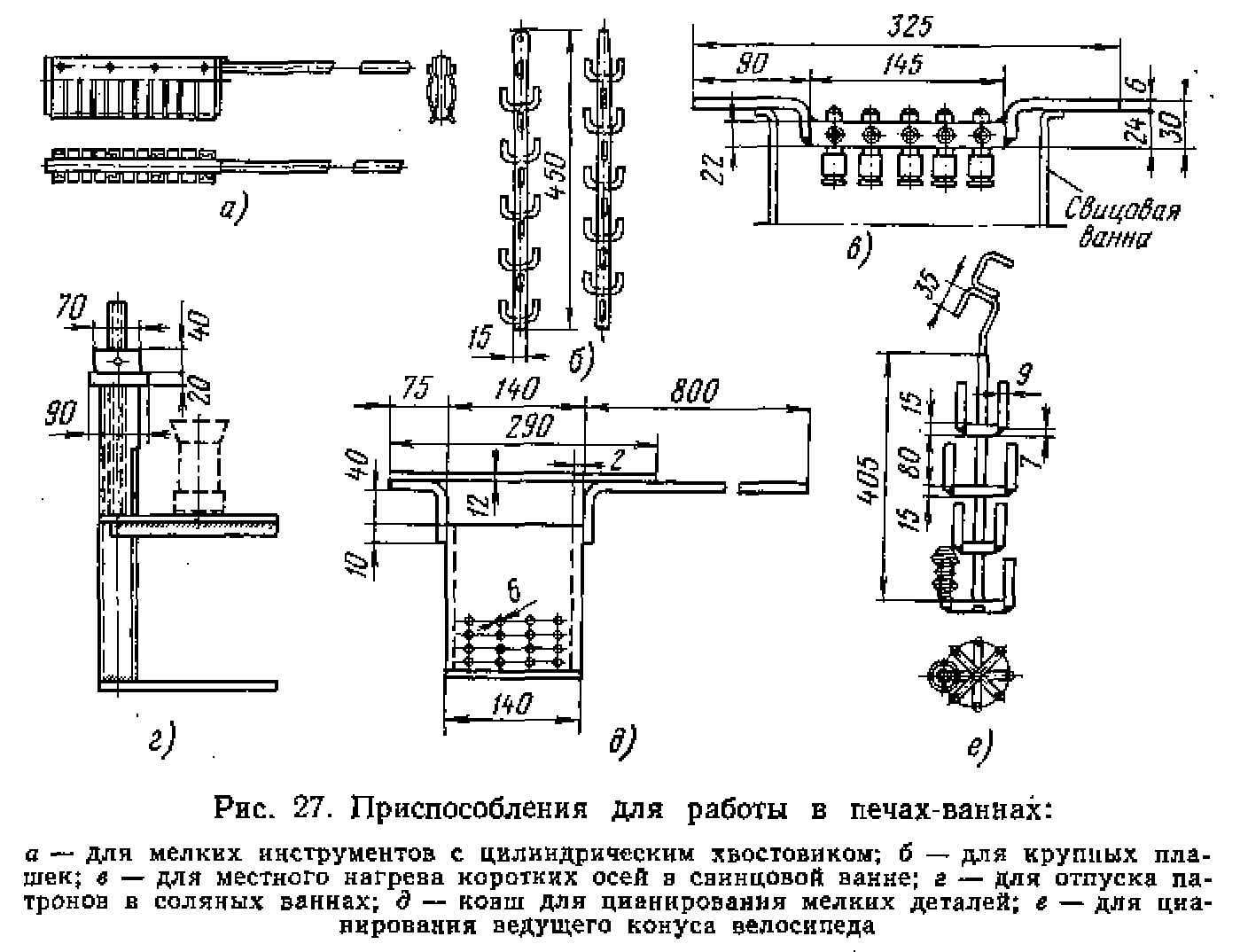
При конструировании приспособлений для нагрева изделий в печах или ваннах необходимо, чтобы приспособления имели небольшой вес; они должны максимально и быстро загружаться изделиями, иметь высокую стойкость в печной атмосфере и малую чувствительность к резким изменениям температуры. Для нагрева изделий в ваннах применяют большое количество приспособлений (рис. 27), изготовляемых из жаропрочных сплавов и из малоуглеродистой стали.
Иногда в общей кладке печи монтируют два тигля и получают двухтигельные печи-ванны. Один тигель предназначается для подогрева, а другой — для окончательного нагрева деталей; каждый тигель нагревается своей форсункой или горелкой.