
Гибочно-закалочная машина для рессорных листов

Гибочно-закалочная машина для рессорных листов
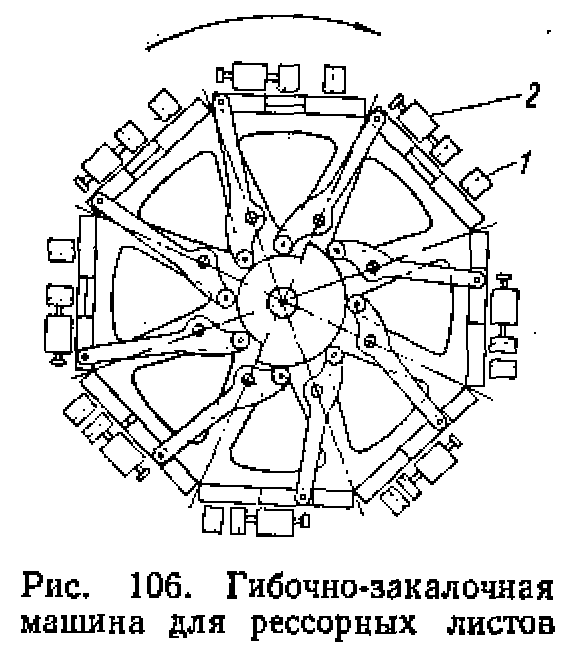
Для закалки и одновременной гибки рессорных листов применяют закалочные машины барабанного типа (рис. 106), состоящие из периодически вращающегося шести-, восьми- или десятигранного барабана. Барабан устанавливается в конвейерном закалочном баке так, что ось его вращения находится несколько ниже уровня масла в баке. На каждой грани барабана в установленных траверсах имеется пара штампов с ребрами или с выступающими переставными зажимными болтами. Верхняя траверса подвижная, а нижняя неподвижная.
Работа на гибочно-закалочной машине производится следующим образом. Нагретый лист рессоры вынимается из закалочной печи и укладывается на нижний неподвижный штамп 1. Затем нажатием педали верхний штамп 2 опускается на нижний, прижимает и сгибает лист рессоры, придавая ему форму, соответствующую линии разъема штампов. При этом на листе происходит также выдавливание центрирующих кнопок. После этого барабан поворачивается на определенный угол, и лист рессоры в согнутом и зажатом положении погружается в масло. Конструкция штампов такова, что масло свободно проходит между штампами и интенсивно охлаждает зажатый лист рессоры. Барабан приводится во вращение электродвигателем через зубчатую передачу, и редуктор с помощью эксцентриков передает движение рычагам автоматических штампов. На следующий штамп загружается второй лист, и операция повторяется. Для мелких листов небольшой длины на одной траверсе устанавливают два штампа.
Барабан поворачивается вокруг своей оси на некоторый угол (для восьмигранного барабана на 45°, для десятигранного на 36°). Первый рессорный лист находится в зажатом состоянии в течение четырех-пяти поворотов барабана, т. е. только при повороте на 180° первые штампы раскрываются и лист выпадает на конвейер закалочного бака.
В новых установках конвейерный бак при закалке не требуется. Штампы раскрываются при выходе их из масла, и закаленный лист извлекается из них магнитным краном, который переносит листы на конвейер отпускной печи.
Таким образом, все листы рессоры имеют одинаковую для данной конструкции листа форму и минимальные деформации при закалке. Производительность такой машины 400—600 рессорных листов весом 1200—1800 кг/ч.
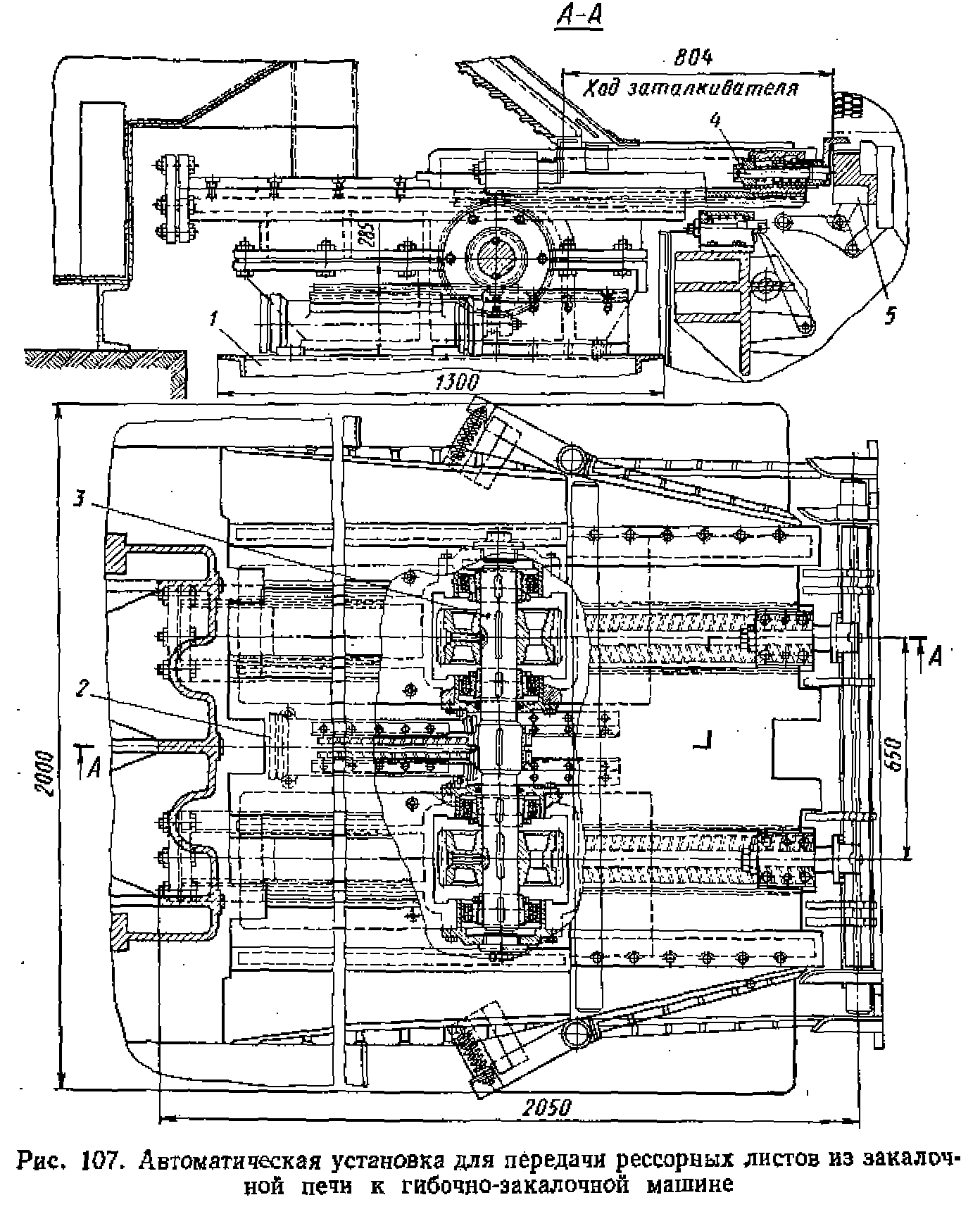
Использование такой машины обеспечивает однотипность обработанных листов рессоры и высокую производительность. Но близкое расположение закалочного бака с гибочно-закалочной машиной к разгрузочному концу печи (расстояние 1—1,5 ж) нудобно для работающего. Рабочему-калильщику, несмотря на обдув его холодным воздухом и предохранение от теплового излучения печи с помощью водяных экранов, приходится работать при высокой температуре. Кроме того, закалочный бак установлен на одной оси с печью, поэтому рабочему при переносе нагретых листов от печи к баку приходится быстро поворачиваться на 180° и обратно. Все это создает тяжелые условия труда. Поэтому возникла необходимость автоматизации процесса разгрузки печи и передачи горячих листов в гибочно-закалочную машину. Механизм для передачи листов рессоры в гибочно-закалочную машину, разработанный на ЗИЛе, показан на рис. 107.
Весь механизм смонтирован на сварной металлической раме 1 и установлен между закалочной печью и закалочным баком. Одним из основных узлов механизма является гидравлический цилиндр 2 со встроенными направляющими для рейки. Шток гидравлического цилиндра имеет возвратно-поступательное движение. При помощи рейки это движение передается на вал 3 с коробками передач. Вал служит, в свою очередь, для передачи движения хоботу заталкивателя 4. Хобот заталкивателя закреплен на рейках, которые также имеют возвратно-поступательное движение, необходимое для перемещения рессорных листов к штампам гибочно-закалочной машины. Механизм работает следующим образом. Рессорный лист, нагретый до заданной температуры, скатывается по желобу с конвейера закалочной печи на опорные рамы механизма. Далее он подхватывается толкателем и передается на нижний штамп 5.
На опорной раме механизма смонтирована световая сигнализация. Как только очередной рессорный лист поступает из печи, загорается сигнальная лампа, что создает возможность контролировать подачу рессорных листов в гибочно-закалочную машину.
Для обработки рессорных листов может быть использован высокочастотный нагрев.