Аустенометры
Аустенометры
Для контроля качества термической обработки инструментов разработана серия магнитных приборов—аустенометров [21]. Эти приборы применяют на заводах для контроля качества отпуска быстрорежущей стали.
Действие приборов основано на изменении величины магнитной проницаемости в испытуемой детали в зависимости от температуры закалки, отпуска и времени выдержки при отпуске.
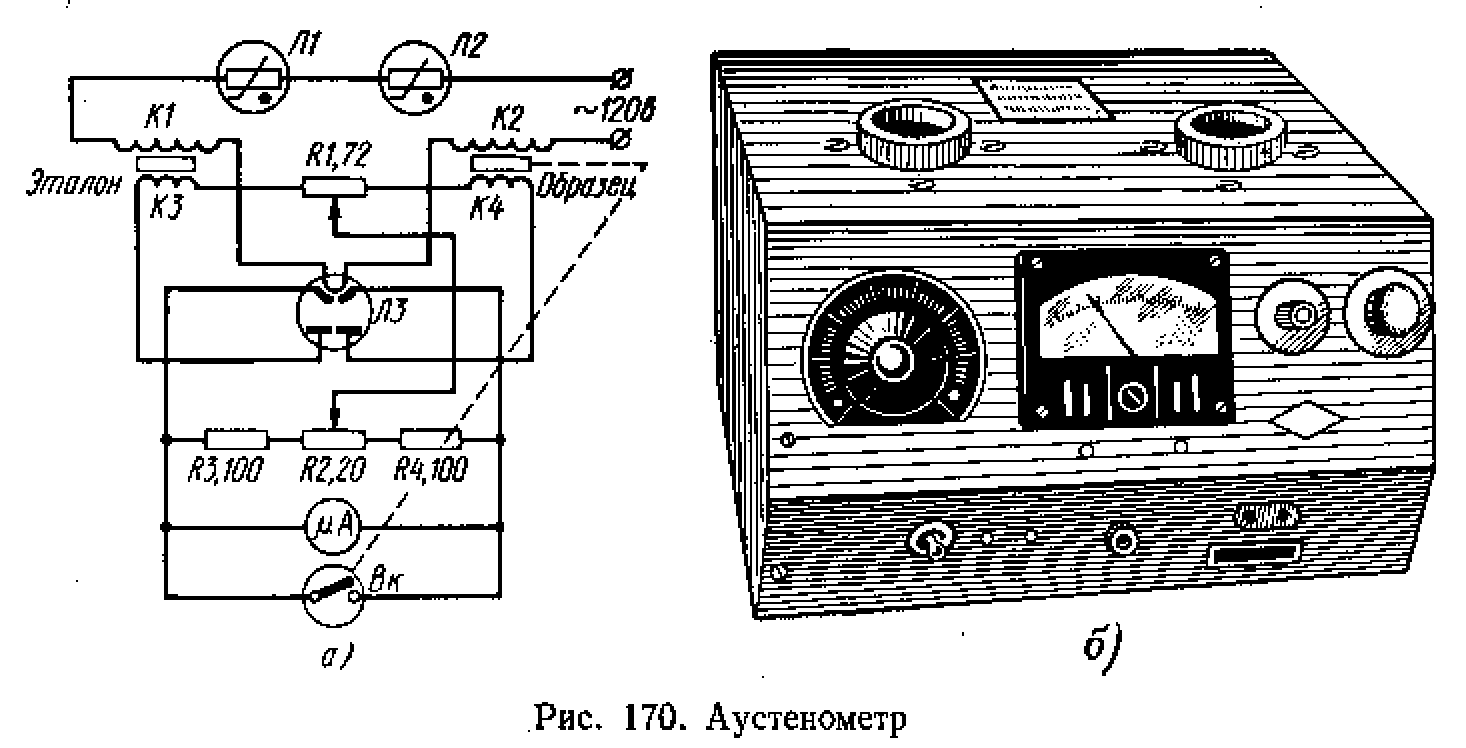
Электрическая схема аустенометра представлена на рис. 170. Прибор (рис. 170) состоит из измерительной и эталонной катушек. Каждая катушка имеет первичную и вторичную обмотки. Первичные обмотки соединены последовательно и питаются переменным током от сети.
Разность электродвижущих сил вторичных обмоток после выпрямления подается на прибор.
Первичные обмотки рассчитываются так, чтобы поле катушек имело величину магнитной проницаемости, близкую к максимальной. Для закаленной быстрорежущей стали максимальная магнитная проницаемость достигается в полях 8000—1200 а/м. Для стабилизации тока в первичной цепи установлены барреторы Л1 и Л2 (0,36— 65—135). Б первичную цепь включены также нить накала выпрямительной лампы ЛЗ (6X6) и сигнальная лампа Л4.
Электродвижущая сила вторичных обмоток может грубо уравниваться сопротивлением а после раздельного выпрямления на обоих плечах лампы ЛЗ подается на сопротивления R2, R3 и R4. С помощью переменного сопротивления R2 производится точное уравнение этих электродвижущих сил, при этом катушки находятся не под напряжением.
Чувствительность аустенометра тем выше, чем больше сопротивление.
Аустенометры имеют высокую чувствительность (1—2% аустенита), большую, чем коэрцитиметры.
Микроамперметр включается автоматически только в момент измерения. Для его включения перед началом работы, когда катушки не находятся под напряжением, служит кнопка КП с нормально закрытыми контактами.
Для контроля качества отпуска концевого инструмента из быстрорежущей, углеродистой и легированной стали разработана серия магнитных аустенометров: МА-1-5, МА-5-15,…..М +ТЗ+Т, МА-50-80.
Цифры показывают интервал диаметров контролируемого инструмента, т. е. от 1 до 5 мм, от 5 до 15 мм и т. д. Производительность приборов от 15 до 70 шт. в минуту. Они изготовляются Челябинским заводом мерительных инструментов. Градуируют приборы заводы-потребители применительно к типам и размерам выпускаемого инструмента.
Наряду с этими аусгенометрами разработан также тип аустенометра для контроля качества отпуска плоского инструмента из быстрорежущей стали (дисковых, прорезных фрез и др,).
Для крупносерийного производства сверл с цилиндрическим хвостовиком из быстрорежущей стали и сварных применяются автоматические аустенометры. Эти приборы выполнены на полупроводниках.