
Промышленные вакуумные печи для спекания твердых сплавов

Промышленные вакуумные печи для спекания твердых сплавов
В промышленности для вакуумного спекания применяют вакуумные печи нескольких типов. Наибольшее распространение получили вакуумные методические печи непрерывного действия, которые, как известно, значительно превышают по производительности печи с периодическим циклом работы. К таким печам относится промышленная вакуумная печь СТВ (спекания твердых сплавов вакуумная). На рис. 77 дана схема этой печи. Печь состоит из следующих основных элементов: камеры загрузки 1 с загрузочным отсеком 2, нагревательной камеры 3 с графитовыми нагревателями, камеры охлаждения 4 с разгрузочным отсеком 5. Для ускорения охлаждения садки в камере охлаждения дополнительно установлен водоохлаждаемый холодильник.
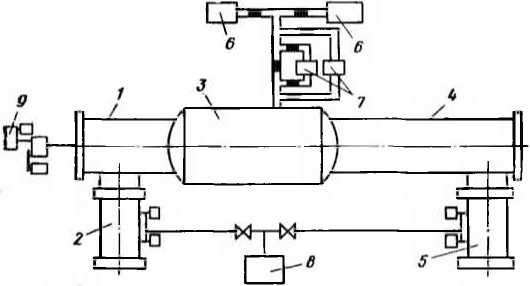
Нагревательная камера имеет четыре тепловые зоны длиной по 800 мм каждая, питаемые от трансформаторов. Вакуумная откачка печи осуществляется двумя механическими насосами (ВН-300) 6 и двумя бустерными механическими насосами (типа ДВН-1500) 7. Для вакуумирования загрузочного и разгрузочного отсеков предусмотрена индивидуальная откачка с помощью вакуумного насоса (типа ВН-6) 8. Перемещение садки, помещенной в графитовые контейнеры, осуществляется при помощи специального толкателя 9.
Работа печи осуществляется в следующем порядке. Садку, помещенную в графитовый контейнер с крышкой и засыпанную графитовой крупкой, загружают через загрузочный отсек 2 и после его закрытия и откачки с помощью толкателя 9 садка перемещается в печь с определенной скоростью. После полного цикла спекания изделий контейнер поступает в камеру охлаждения, проходя по которой он охлаждается до 60—70° С и затем выгружается через разгрузочный отсек 5. Продолжительность спекания и охлаждения зависит от скорости движения контейнера.
Оригинальная конструкция методической автоматизированной печи для вауумного спекания твердых спла-bob разработана проф. В. И. Третьяковым с сотр. [132]. Не останавливаясь подробно на разборе конструкции печи, отметим, что нагреватели камеры печи состоят из двух графитовых труб, образующих две зоны нагрева.

Питание нагревателей осуществляется раздельно от понижающих трансформаторов, расположенных под корпусом печи. Корпус печи стальной, водоохлаждаемый, футеровка камеры нагрева выполнена в виде двух стальных барабанов с графитовыми кольцами и экранами, внутреннее пространство между ними засыпано графитовой крупкой.
Графитовые контейнеры (лодочки с крышками) с изделиями загружаются и разгружаются через двухкамерные шлюзы. Со стороны выгрузки имеются два холодильника для ускорения охлаждения садки. Продвижение контейнеров в печи осуществляется винтовым толкателем. Требуемый вакуум в печи обеспечивается форвакуумными насосами ВН-1 и ВН-2, действующими раздельно. Управление печью осуществляется со специального пульта, на котором расположены органы управления и сигнализации, электронные потенциометры и другие приборы. Печь отличается высоким уровнем автоматизации и высокой производительностью, повышенной точностью регулирования температуры и более совершенными сигнализацией, блокировкой и защитой.
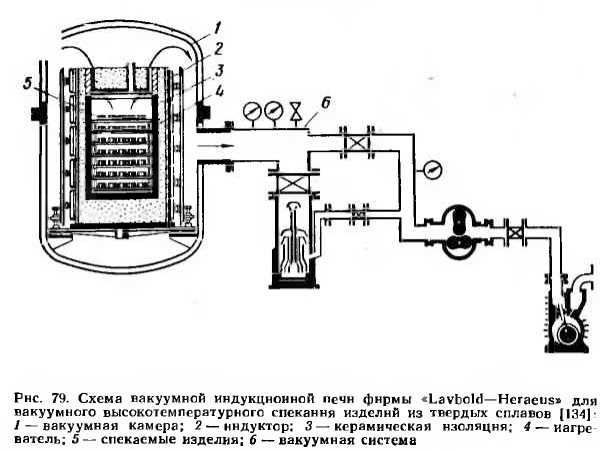
Ряд конструкций печей для вакуумной обработки и спекания твердых сплавов разработан за рубежом. На рис. 78 показана схема вакуумной печи для удаления пластификатора и проведения предварительного спекания твердых сплавов. На рис. 79 показана схема вакуумной индукционной печи периодического действия для вакуумного спекания твердых сплавов.