
Агрегаты с печами-ваннами для обработки деталей и инструментов

Агрегаты с печами-ваннами для обработки деталей и инструментов
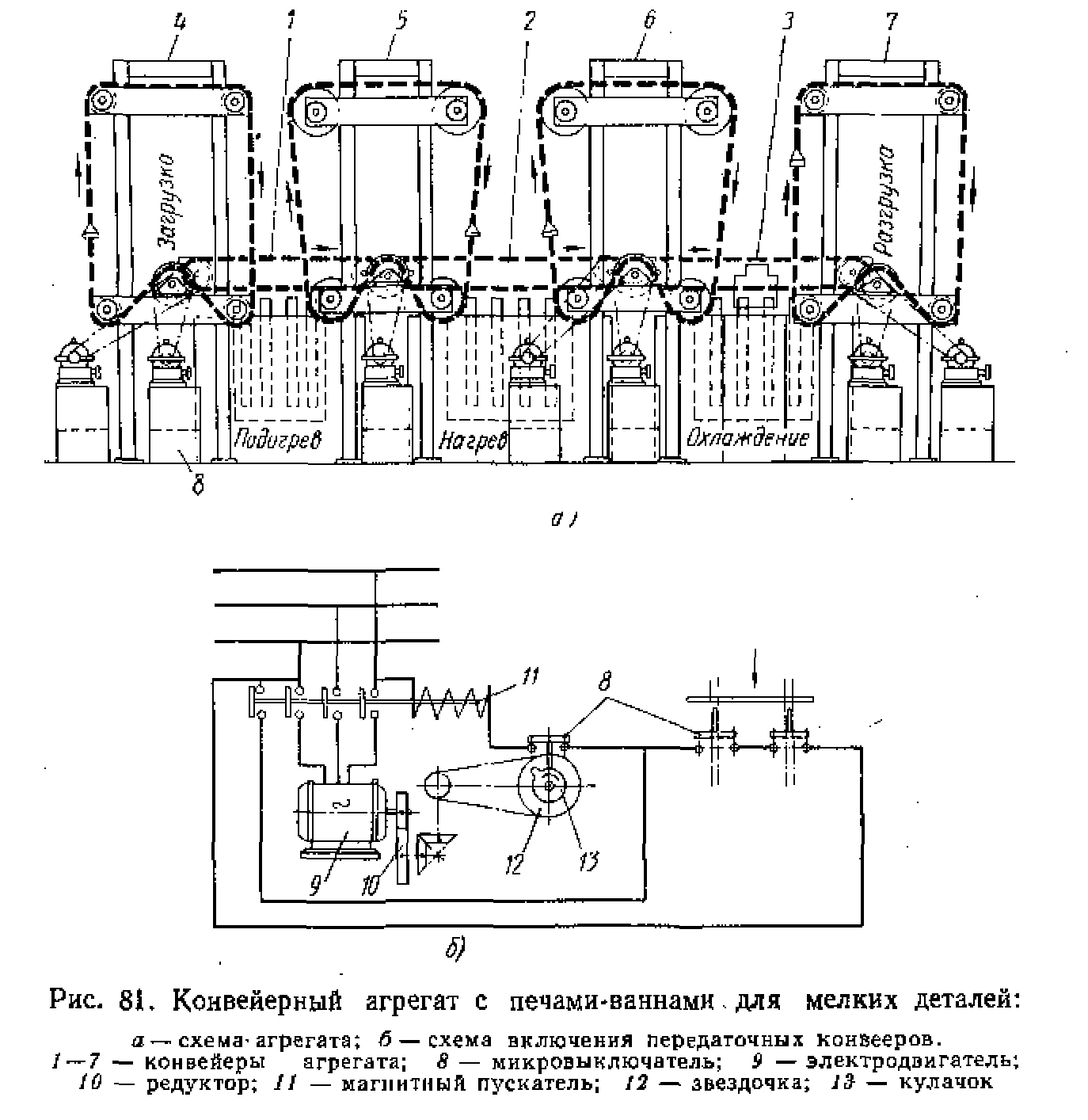
В агрегате (рис. 81) с печами-ваннами для мелких деталей имеются горизонтальные конвейеры, которые движутся с заранее установленной скоростью и передвигают приспособления с деталями в соответствующих ваннах, и вертикальные, поднимающие приспособления с деталями с горизонтальных конвейеров и передающие их от одной ванны к другой. Вертикальные конвейеры движутся также с предварительно установленной скоростью, которую можно регулировать. Агрегат состоит из трех горизонтальных конвейеров 1, 2 и 3, каждый из которых имеет свой привод и движется с необходимой скоростью. Это позволяет давать различную выдержку в отдельных ваннах агрегата. Время прохождения конвейером 1 первой ванны можно регулировать в течение 4—8 мин, конвейером 2 — в течение 10—30 мин и конвейером 3 — в закалочном баке или ванне в течение 1—8 мин. Вертикальные передающие конвейеры 4, 5, 6 и 7 получают движение также от независимых приводов. Каждый из конвейеров начинает работать, когда приспособление с деталями приходит к концу пути на горизонтальном конвейере в данной ванне, и включает автоматически соответствующий контакт.
Электрическая схема включения вертикальных транспортеров показана на рис. 81,6. Загрузка новых приспособлений с деталями на конвейер 4 (рис. 81, а) производится через 1—8 мин. Полное перемещение конвейера 5 производится в течение регулируемого интервала времени 4—30 сек, конвейера 6, в течение 4— 20 сек и конвейера 7 — от 0,5 до 2 мин. Приспособления с деталями переходят с одного конвейера на другой автоматически. Преимуществом данного агрегата являются самостоятельные приводы и вариаторы скоростей 8 для каждого конвейера, что дает возможность использовать агрегат для самых различных режимов обработки. Такой агрегат можно применять для обычной термической обработки (закалка и отпуск), а также для изотермической обработки, цианирования и др.Производительность такого агрегата составляет 250 кг/ч.
В некоторых конструкциях агрегатов с печами-ваннами в качестве транспортного устройства используется автооператор с программным управлением [22]. Автооператор представляет собой сварную тележку со штангой и траверсой и с двумя электрическими приводами горизонтального и вертикального перемещения. Вследствие этого автооператор может совершать горизонтальные движения по реечному пути, а также поднимать и опускать штангу с траверсой. Схема агрегата или полуавтоматической линии с использованием автооператора для термической обработки инструментов показана на рис. 82. Подвеска для транспортировки инструментов в этой линии имеет универсальный зажим и позволяет захватывать инструменты любой формы сечением от 10 до 100 мм. Подвески могут быть использованы над всеми транспортирующими устройствами этой линии — цепным и штанговым конвейерами, механизмом возвратно-поступательного движения, автооператорами и подвесным конвейером. С помощью ав1ооператора инструменты освобождаются от зажимов подвески. Перемещение подвесок в ваннах происходит при помощи штангового конвейера от пневмопривода. Перенос из ванны в ванну производится автооператорами.
Контрольно-измерительная аппаратура и система автоматического регулирования процесса и управление механизмами обеспечивают выполнение технологического процесса термической обработки по заданной программе.